��e
�aƷ�б�
ϵ�҂�

�o�a���d��C������˾
�� ַ ���o�a��� ^��ǰ���L·36̖
� Ԓ ��0510-88273229
�� �� ��0510-88271450
ϵ�ˣ��R��
�� �C ��13806182809
�] �� ��xf@xfjq.com
�W ַ ��www.xfjq.com
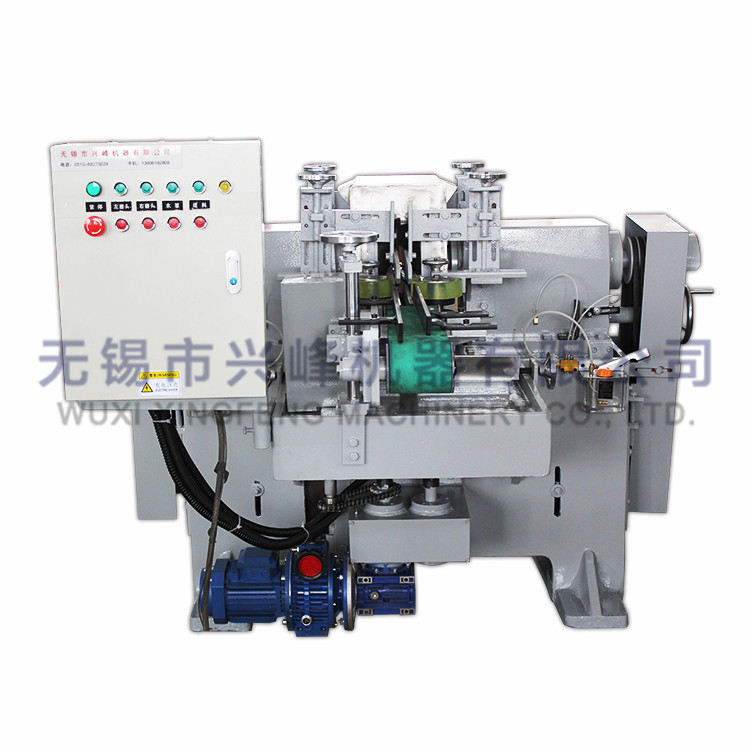
�p����ĥ����������
�l���r�g��2021-10-14
�_���O��ǰ�����z����ֱ����_�P���o�Ƿ�����ֹͣ������Ҫ��λ���ϣ���ֹ��ײ��
ͣ�C�r�g���^�L���_���O��r���������\�D3~5��犡��_�J������늚�ϵ�y�������\�D���������_ʼ������
�����x��ɰ݆����������
���bɰ݆�r횇���z�飬���D3~5��犴_�J�\�D�������_ʼ������
�bж�͜y�������r���ʹɰ݆���x��ͣ�C�������_ֹͣ�Ƅӣ��bж�^�ع��ߡ������r���ߺͷ����ɿ���
���ϱP���ӹ���횷��������ϱPδ��늕r���Ï����bж�����������L�ȹ��������^��
��ֹ�ڙC�������Ó�������
ɰ݆δÓ�x�����r������ֹͣ�\�D��
�����{���������\�D��r�����Ю����F������ͣ�C�ų����ϡ�
��ֹ�ڙC�����Ó�����̤������Гp�C������������
�x�_�C���r��Д��Դ��
ͣ�C�r�g���^�L���_���O��r���������\�D3~5��犡��_�J������늚�ϵ�y�������\�D���������_ʼ������
�����x��ɰ݆����������
���bɰ݆�r횇���z�飬���D3~5��犴_�J�\�D�������_ʼ������
�bж�͜y�������r���ʹɰ݆���x��ͣ�C�������_ֹͣ�Ƅӣ��bж�^�ع��ߡ������r���ߺͷ����ɿ���
���ϱP���ӹ���횷��������ϱPδ��늕r���Ï����bж�����������L�ȹ��������^��
��ֹ�ڙC�������Ó�������
ɰ݆δÓ�x�����r������ֹͣ�\�D��
�����{���������\�D��r�����Ю����F������ͣ�C�ų����ϡ�
��ֹ�ڙC�����Ó�����̤������Гp�C������������
�x�_�C���r��Д��Դ��
��һ�l������ĥ����Ԕ������Ҏ��
��һ�l���p����ĥ�����F��Ҋ�������Ӂ�̎��
���P�˺����p����ĥ��,����ĥ��,���������,�Ķ���ĥ��,ͨ�^ʽ�p����ĥ�����P��
- 2024-07-31 �p����ĥ�����_���b������
- 2024-07-31 ʲô���p����ĥ����
- 2024-07-31 �p����ĥ��ƽ�в����ô�{��
- 2024-04-20 �p����ĥ���ӹ���С�^���Ⱥ��B�U
- 2024-04-20 �����p����ĥ���Ԅәz�y
- 2024-04-20 �������p����ĥ��ʹ�É���